Pourquoi les machines de marquage routier thermoplastiques améliorent l'efficacité de la construction d'autoroutes et réduisent les coûts à long terme
2026-06-23
body { font-family: Georgia, 'Times New Roman', serif; color: #1a1a1a; line-height: 1.8; max-width: 780px; margin: 0 auto; padding: 20px; }
h1 { font-size: 28px; font-weight: 700; color: #0d1b2a; border-bottom: 2px solid #e65100; padding-bottom: 12px; margin-bottom: 24px; }
h2 { font-size: 20px; font-weight: 700; color: #1b3a5c; margin-top: 36px; margin-bottom: 14px; border-left: 4px solid #e65100; padding-left: 12px; }
h3 { font-size: 17px; font-weight: 600; color: #2c3e50; margin-top: 28px; }
p { margin-bottom: 16px; text-align: justify; }
table { width: 100%; border-collapse: collapse; margin: 20px 0; font-size: 14px; }
th { background: #1b3a5c; color: #fff; padding: 10px 12px; text-align: left; font-weight: 600; }
td { padding: 10px 12px; border-bottom: 1px solid #ddd; }
tr:nth-child(even) td { background: #f8f9fa; }
ul, ol { margin: 12px 0 12px 20px; }
li { margin-bottom: 8px; }
blockquote { background: #f5f5f5; border-left: 4px solid #e65100; padding: 14px 18px; margin: 20px 0; font-style: italic; color: #555; }
.faq { background: #f0f4f8; padding: 24px; border-radius: 6px; margin: 32px 0; }
.faq dt { font-weight: 700; color: #0d1b2a; margin-top: 16px; }
.faq dd { margin-left: 0; margin-top: 6px; color: #333; }
.cta { background: linear-gradient(135deg, #1b3a5c 0%, #0d1b2a 100%); color: #fff; padding: 28px; border-radius: 6px; margin: 36px 0; text-align: center; }
.cta h3 { color: #fff; margin-top: 0; }
.cta a { color: #ffab40; font-weight: 600; }
.data-highlight { color: #e65100; font-weight: 700; }
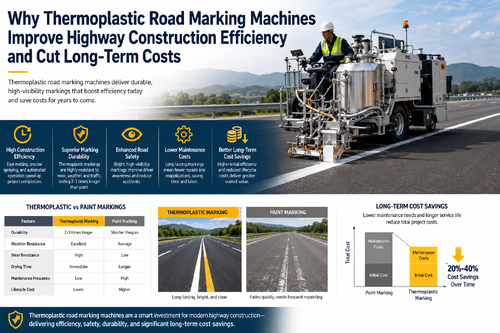
Pourquoi les marqueurs thermoplastiques améliorent l'efficacité de la construction routière
À l'été 2023, un entrepreneur du Texas a passé 11 nuits à repeindre une section de 14 milles de l'I-35.Le contrôle du trafic à lui seul a consommé 40% du budget du projetL'équipage était de retour sur le même tronçon avant la fin de la saison. Ce n'est pas un cas isolé, c'est le résultat prévisible du mauvais choix du matériau de marquage et de l'équipement pour le travail.
En Amérique du Nord, en Europe et en Asie du Sud-Est, les autorités routières resserrent les spécifications.et les normes ASTM ont toutes relevé les exigences de rétroréflectivité au cours de la dernière décennieLes peintures à base de solvants froids ne respectent de plus en plus ces seuils au cours des 12 derniers mois.sont devenus la norme par défaut pour les autoroutes dont l'AADT est supérieur à 15,000La machine est aussi importante que le matériau.
Le vrai problème: Pourquoi les panneaux routiers échouent- ils prématurément?
Quand une signalisation routière tombe en panne, le symptôme visible est simple: la ligne disparaît.
1- Une différence de sélection.
La peinture à froid coûte environ 0,08 à 0,15 $ par pied linéaire pour une ligne de 4 pouces.Le Texas A&M Transportation Institute l'a documenté dans une étude réalisée en 2019 sur sept sites de test.: les peintures à base de solvants affichaient une moyenne de 90 à 110 mcd/m2/lx lors de l'application, tombant en dessous du minimum de 100 mcd/m2/lx de la FHWA en 180 jours sur les tronçons à fort trafic.
Les thermoplastiques, en revanche, commencent à 220-350 mcd/m2/lx et se maintiennent au-dessus de 150 mcd/m2/lx pendant 2 à 3 ans sur les mêmes routes.45 Les coûts annualisés sont décisifs en faveur du thermoplastique.
2. Incohérence de température d'application
C'est là que la machine devient la variable critique.Pour les produits de la catégorie 1La viscosité du matériau diminue en dessous de 190°C, ce qui entraîne une épaisseur de film inégale.et la perte prématurée de perles de verre suivent dans les mois.
Les bouilloires à fusion à chaud de niveau d'entrée avec chauffage à zone unique et régulation manuelle de la température produisent des oscillations de ± 15 °C.Une machine de marquage routier en thermoplastique bien conçue avec chauffage à double ou triple zone et brûleurs à commande PID conserve ±3°CCette différence de 12°C se traduit directement par une marque de longévité.montre une différence de 30% dans la rétention des perles de verre après 12 mois de circulation.
3. Profondeur d'incorporation des perles de verre
La rétro-réflectivité provient des perles de verre, et non du matériau de marquage.Trop peu profonde et les pneus les déchirent en quelques semaines.Trop profond et la perle est enterrée, produisant zéro réflectivité dès le premier jour.
Une machine thermoplastique de qualité contrôle l'application des perles indépendamment du débit du matériau.avant que le matériau ne se déformeAvec la distribution de perles synchronisée liée à la vitesse du sol, la consistance de l'intégration s'améliore considérablement.Les machines qui reposent sur la diffusion manuelle de perles encore courantes sur les unités importées à faible coût produisent une variation d'incorporation de 20 à 40%, ce qui signifie qu'une part importante des perles est soit gaspillée, soit inefficace.
La thermoplastique contre la peinture à froid contre la peinture à deux composants: une comparaison basée sur les données
Paramètre
Peinture à solvant froid
Deux composantes (2K)
Thermoplastique (dégelée à chaud)
Coût du matériel par pied linéaire (ligne de 4 pouces)
0,08 $ pour 0 $.15
0,18 $ pour 0 $.35
0,25 $ pour 0 $.45
Rétroréflectivité initiale (mcd/m2/lx)
90 ¢ 150
200 ¢ 350
220 ¢ 380
Rétroréflectivité après 18 mois (trafic élevé)
30 ¢ 60
100 ¢ 160
140 ¢ 220
Durée de vie typique (AADT > 20.000)
4 8 mois
18 à 30 mois
24 à 48 mois
Temps de séchage (jusqu'à l'arrêt de la piste @ 25°C)
5 à 15 minutes
15 à 45 minutes
2 à 10 minutes
Température d'application
Environnement
Environnement (curage chimique)
200 °C à 220 °C
Temps de fermeture de voie (par km, seule voie)
20 à 30 minutes
30 à 60 minutes
10 à 20 minutes
Rétention des perles de verre (% après 12 mois)
40 ∼ 55%
60 ¢ 75%
70 ∼ 85%
Coût annualisé (matériel + main-d'œuvre + TMP)
0,42 $ $ 0,78 / pi
0,22 $ $ 0,41 / pi
0,15 $ ¢ 0,28 $/pi
Une idée clé:La peinture à froid a le coût initial du matériau le plus bas mais le coût annualisé le plus élevé.La qualité de la machine amplifie ou érodera cet avantage. Une bouilloire mal contrôlée peut effacer complètement les économies du cycle de vie.
Quelles sont les caractéristiques d'une marqueuse thermo-plastique: 5 critères techniques
1Conception du système de chauffage: zone unique contre zone multiple
Une bouilloire à zone unique chauffe l'ensemble du réservoir à partir d'un brûleur.les pics de température d'applicationLorsque le réservoir est épuisé, le matériau restant surchauffe et se dégrade.
Le chauffage multi-zones avec des brûleurs séparés pour le réservoir principal et la chaussure d'extrusion élimine cette stratification.tandis que la zone d'application se précipite vers la cible finale (205-215°C) juste avant l'extrusionC'est la différence entre une ligne uniforme de 2,0 mm et une ligne variant de 1,2 mm à 2,8 mm sur une seule charge de réservoir.
2Système d'agitation: continu contre intermittent
Le composé thermoplastique contient des charges, des résines de liant et des perles de verre.des segments de ligne riches en résine (fragiles) suivis de segments riches en charges (faible adhérence).
Cherchez des machines avec unsystème d'agitation continue à action hydraulique ou électriqueà 40 à 80 tr/min. L'agitation intermittente, fréquente lorsque l'agitateur partage un entraînement avec la vitesse du sol, produit une variation de composition de ±15% sur un quart de tour. L'agitation continue le maintient en dessous de ±3%.
3Conception de la matrice par extrusion et souplesse de la largeur
La chaussure d'extrusion détermine le profil de la ligne. Une chaussure de largeur fixe vous limite à une largeur de ligne.et 400 mm de largeur donner à l'entrepreneur une certaine souplesse sans avoir besoin de plusieurs machinesLa chaussure doit être chauffée (et pas seulement le réservoir) pour éviter que le matériau ne se dépouille à la lèvre de la tôle, ce qui provoque des lignes de traînée et des bords incohérents.
Pour les travaux routiers, recherchez une matrice qui produit unmarquage à profil élevé (convexe)d'une épaisseur de 1,5 à 3,0 mm.Les marquages à profil élevé fournissent une rétroaction sonore et vibratoire aux conducteurs à la dérive, une exigence de plus en plus spécifiée pour les lignes de bord et les lignes centrales selon les lignes directrices EN 1436 et AASHTO.
4Application des perles de verre: pression contre gravité contre manuel
La diffusion manuelle de perles un opérateur secouant des perles à partir d'un récipient portatif est la méthode la moins chère et la moins cohérente.
Les distributeurs alimentés par gravité améliorent la consistance jusqu'à ±15%. Les systèmes alimentés par pression, utilisant de l'air comprimé pour projeter des perles dans la surface thermoplastique encore fondue, atteignent une uniformité de ±8%.Pour les autoroutes où la rétro-réflectivité est spécifiée contractuellement, l'application de perles pressurisées est la norme minimale pour satisfaire aux exigences de garantie au-delà de 24 mois.
5Contrôle de la vitesse au sol et synchronisation des flux de matériaux
La relation entre la vitesse du sol et la puissance de la pompe du matériau détermine l'épaisseur de la ligne.l'opérateur ajuste manuellement la course de la pompe produisant une variation d'épaisseur de ± 20%.
Les machines modernes à entraînement hydraulique ou à entraînement servo utilisent unroue de codage à raccordement au solSi la machine fonctionne à 3 km/h ou 8 km/h, elle conserve l'épaisseur programmée.Pour les contrats routiers avec des spécifications minimales d'épaisseur de film sec (généralement 1.5 mm sous AASHTO M249), cette synchronisation élimine les sections minces non conformes.
Données de construction réelles: Gains d'efficacité grâce à la sélection des machines
Un projet de 2022 sur l'autoroute M25 au Royaume-Uni a comparé deux méthodes d'application thermoplastique sur des tronçons adjacents de 5 km:
Pour la métrique
Cagoule à faible coût (zone unique, perle manuelle)
Machine professionnelle (multi-zones, perles sous pression)
Vitesse d'application (m/h linéaire, ligne de 150 mm)
1,200 ¢ 1,800
2800 ¢ 4,500
Déchets de matériaux (pourcentage de débordement/d'excès)
12 ¢ 18%
3 ¢ 6%
Utilisation de perles de verre (g/m2, objectif 350)
280, 520 (variance élevée)
330 ¥ 370
Variance de l'épaisseur de ligne
1.1 ️ 2,9 mm
1.7 2.1 mm
Heures de fermeture des voies (pour 5 km, 2 lignes)
14.8 heures
7.2 heures
Requête de retravail (sections non conformes)
80,2% de la longueur totale
00,4% de la longueur totale
Coût total du projet (y compris TMP et retravail)
18 livres.400
11 livres.700
La machine professionnelle a réalisé le même travail en environ la moitié du temps, avec 95% de retouches en moins et 36% de moins sur le coût total du projet.6 moins d'heures de gestion du trafic par 5 km) justifiait l'investissement en équipement dans deux projets.
Erreurs courantes qui nuisent aux performances des thermoplastiques
Erreur n°1: ne pas préparer la surface
Le thermoplastique adhère mécaniquement, pas chimiquement. Il a besoin d'une surface propre et sèche avec un profil adéquat. L'application sur un pavé humide ou contaminé par du diesel/huile réduit la résistance de liaison de 40 à 60%.La température du sol doit être supérieure à 10°C.Au-dessous de ce niveau, le matériau refroidit trop rapidement et les perles ne s'enfoncent pas.
2e erreur: utiliser une perle de mauvaise taille
Les perles de type I (AASHTO M247, 150-850 microns) sont standard, mais pour les autoroutes où le trafic de camions est lourd, les perles de type III ou de type IV (de plus grand diamètre, de plus grande longueur, de plus grande largeur) sont utilisées.l'indice de réfraction plus élevé) améliore la visibilité nocturne humide de 25 à 40%L'utilisation de perles de type I lorsque le type III est spécifié est une source commune d'échec de l'inspection et n'a rien à voir avec la machine, seulement avec la sélection des consommables.
3e erreur: surchauffer le matériau pendant la mise en scène
Le préchauffage des blocs thermoplastiques dans la bouilloire permet d'économiser du temps, mais le fait de laisser le matériau à 220 °C pendant plus de 2 heures sans agitation provoque la dégradation thermique du liant de résine d'hydrocarbures.Le matériau continuera d'extruder, mais la ligne durcie montre un jaunissement prématuré et des micro-fissures dans les 6-8 moisUne bonne machine comprend uneen mode de maintien à basse température(160-170°C) pour les périodes de veille entre les quarts de travail.
Questions fréquentes
Q: Le marquage de la route en thermoplastique est-il adapté aux surfaces en béton des autoroutes?
Pour le béton, appliquez un primer à deux composants d'époxy ou de polyuréthane avant l'application thermoplastique.Le primer remplit la porosité de la surface et fournit la clé mécanique thermoplastique besoinCertaines machines intègrent un système de pulvérisation d'amorçage devant la chaussure d'extrusion, éliminant ainsi un passage séparé.
Q: Combien de temps une marqueuse en thermoplastique dure-t-elle avec un entretien adéquat?
Une machine bien construite avec une construction de réservoir en acier inoxydable, un nettoyage régulier du brûleur et une maintenance du système hydraulique fonctionne pendant 8 à 12 ans en usage commercial normal.chaussure à extrusion (remplacer tous les 2 à 3 ans ou 500 à 800 km de ligne)Les machines avec des réservoirs en acier doux, communs dans les segments économiques, développent généralement des fuites de corrosion dans un délai de 3 à 5 ans, en particulier dans les environnements humides ou côtiers.
Q: Quelle est la consommation typique de matériaux pour un projet d'autoroute?
Une ligne de 150 mm de large et de 2 mm d'épaisseur consomme environ 3,5 à 4,0 kg de thermoplastique par 100 mètres linéaires.Plan pour environ 1200 kg de composés thermoplastiques plus 350 à 400 kg de perles de verre.
Q: Une machine peut-elle appliquer à la fois de la peinture thermoplastique et de la peinture froide?
Non, les machines en thermoplastique sont spécialement conçues avec des réservoirs chauffés, des gilets thermiques d'huile et des systèmes de livraison isolés.Les décapsuleurs de peinture à froid utilisent des pompes à haute pression et des pointeurs de pulvérisation sans chauffageIl s'agit de catégories d'équipements fondamentalement différentes.pulvérisation sans air pour les marquages de lignes courtes (barres d'arrêt), des passages pour piétons, des symboles) où l'avantage de vitesse du thermoplastique est moins important.
Q: Quelle est la période de récupération typique pour passer à une machine thermoplastique professionnelle?
D'après les données des projets M25, les économies de matériaux (6-12% de déchets en moins) et la réduction des travaux de reprise (de 8% à moins de 1%) permettent généralement de compenser la différence de prix dans les 3 à 5 projets d'autoroute de taille moyenne. If the upgraded machine enables bidding on contracts with tighter retroreflectivity warranties — which basic kettle operators often cannot meet — payback can be under 12 months from winning the first specification-grade contract.
Conclusion
Le marquage thermoplastique est utilisé sur les autoroutes européennes depuis les années 70.Les autorités routières écrivent désormais des contrats avec des garanties de rétroréflectivité pluriannuellesLes entrepreneurs qui comptent sur des équipements d'entrée de gamme avec un mauvais contrôle de la température et une application manuelle des perles constatent que les coûts de re-travail érodent des marges déjà minces.
Une machine de marquage de route thermoplastique correctement conçue ¥ avec chauffage multi-zones, agitation continue, distribution de perles sous pression,et le contrôle de la vitesse au sol synchronisé ne s'applique pas seulement aux lignes plus rapidesIl produit des marquages qui restent visibles, passent l'inspection et satisfont aux exigences de garantie trois ans après leur application.taux de rétention des perles, et le coût total par kilomètre.
Pour l'entrepreneur qui propose des travaux d'autoroute, la question n'est pas de savoir s'il doit utiliser du thermoplastique.La question est de savoir si votre machine peut répondre à la spécification et si la machine de votre concurrent est meilleure..
Vous cherchez une machine de marquage de route en thermoplastique conçue pour les spécifications routières?
Nous fournissons du chauffage multi-zones,équipement de marquage thermoplastique à perles de pression à agitation continue et à action hydraulique conçu pour les garanties de rétroréflectivité exigées par les contrats routiersLes machines sont équipées de matrices d'extrusion de 100 à 400 mm, de capacités de profilé élevé et de systèmes de primer intégrés.
Contactez-nouspour les spécifications de l'équipement, la consultation du projet et la tarification.
En savoir plus

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!